



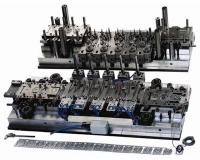
解決模具加工中尺寸變異的問題
大連模具加工業(yè)的發(fā)展在地域分布上存在不平衡性,東南沿海地區(qū)發(fā)展快于中西部地區(qū),南方的發(fā)展快于北方,模具生產(chǎn)集中的地區(qū)在珠江三角和長江三角地區(qū),其模具產(chǎn)值約占全國產(chǎn)值的三分之二以上。在模具加工中經(jīng)常能遇到尺寸變異的問題,大連模具加工廠是怎樣解決的。
(1)逃孔不ì:受擠壓或括傷或變形。清理逃孔或加大逃孔和深度。
(2)頂出不ì:送料不順、料條彎曲、脫料不佳、上模拉料、加長頂出。
(3)沖模太短:彎à度變大,倒à不ì,成形不完全。
(4)沒有引導(dǎo):引導(dǎo)銷或其他定位裝置沒有作用,送料機(jī)沒有放松或引導(dǎo)銷徑不ì,無法矯正引導(dǎo)。定位塊磨損,送距過長。
(5)刀口磨耗:毛頭太大或尺寸變大(切外形);變小(沖孔);平面度不好。重新研磨或更換沖模。
(6)頂出不當(dāng):頂料銷配制不當(dāng),彈簧力不適當(dāng)或頂出過長。調(diào)整彈力或改變位置或銷數(shù)量;銷磨短配合。
(7)導(dǎo)料不佳:導(dǎo)料板長度不ì或?qū)Я祥g隙太大,或模和放料機(jī)偏斜或模與送料機(jī)距太長。
(8)下料變形:部份彎曲件不能容許料重疊,須每次落下,或碟形應(yīng)變可用壓力墊或剪斜à克服。
(9)彎曲變形:上彎彎處擠料;近接孔受拉力變形,受力不均彎à傾斜沖頭不夠長。
(10)撞擊變形:制品吹出氣壓太強(qiáng)或重力落下撞擊變形。
(11)沖剪變形:材料扭曲不平,尺寸增大或偏心不對稱。
(12)浮屑擠壓:廢料上浮或細(xì)屑留在模面或異物等擠壓變異。
(13)設(shè)計(jì)不佳:工程安排不好,間隙設(shè)定不良,除非變更設(shè)計(jì),否則難以克服。
(14)材料不當(dāng):料寬或板厚,材質(zhì)或材料硬度不適當(dāng),也會產(chǎn)生不良。
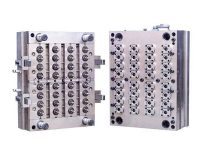
我國模具行業(yè)加快了體制改革和機(jī)制轉(zhuǎn)換步伐,產(chǎn)業(yè)結(jié)構(gòu)日趨合理,主要表現(xiàn)為大型、精密、復(fù)雜、長壽命模具標(biāo)準(zhǔn)件發(fā)展速度高于行業(yè)的總體發(fā)展速度;塑料模和壓鑄模比例增大;面向市場的專業(yè)模具廠家數(shù)量及能力增加較快;隨著經(jīng)濟(jì)體制改革的不斷深入,“三資”及民營企業(yè)的發(fā)展很快。在沖壓模具中,使用了各種金屬材料和非金屬材料,主要有碳鋼、合金鋼、鑄鐵、鑄鋼、硬質(zhì)合金、低熔點(diǎn)合金、鋅基合金、鋁青銅、合成樹脂、聚氨脂橡膠、塑料、層壓樺木板等。




 公司服務(wù)熱線:
公司服務(wù)熱線: 公司地址:遼寧省大連市金州區(qū)淮河西路1-4號
公司地址:遼寧省大連市金州區(qū)淮河西路1-4號