



未來機械零件加工行業會更具特色
模具加工熱處理工序分為預先熱處理和最終熱處理及輔助工序,預先熱處理包括退火、正火、時效和調質等,這類熱處理多在粗加工前后。最終熱處理包括各種淬火、回火、滲碳和氮化處理,這類工序常在精加工前后。東莞模具加工輔助工序包括工件的檢驗、去毛刺、清洗和涂防銹油等。大連沖壓模具質量要求高的表面,都劃分加工階段,一般可分為粗加工、半精加工和精加工三個階段。主要是為了保證加工質量;有利于合理使用設備;便于安排熱處理工序;以及便于時發現毛坯缺陷等。通常在加工過程中,隨著加工表面精度提高之后,有必然會同時得到較細的表面粗糙度,但隨著表面粗糙度值得降低,加工費用又要增加。因此,操作者在決定精度時,首先要保證零件性能要求,同時也要考慮工藝條件及零件的制造成本等諸多因素。
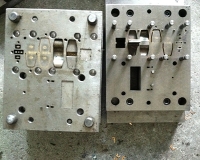
模具在使用巾容易發生沖芯各側位置的磨損量不同,有的部分有較大劃痕,磨損較快,這種情況在細窄的長方模具上特別明顯。沖壓模具在真空滲碳并氣冷后出爐時應呈銀白色,如果出爐時零件的光亮度惡化,原因可能是:爐子產生了較大的泄漏;真空淬火油中混入了較多的空氣;冷卻氣體(例如氮氣)純度不高,其中含有較多的氧氣;較多的油缸油混入到真空淬火油中等。沖壓模具設計是否合理是提高沖壓模具耐用度的基礎。因此,在設計沖壓模具時應對產品成形中的不利條件采取有效措施,以提高沖壓模具的耐用度,如設計小孔沖壓模具的壽命往往表現在沖小孔的凸模上。





 公司服務熱線:
公司服務熱線: 公司地址:遼寧省大連市金州區淮河西路1-4號
公司地址:遼寧省大連市金州區淮河西路1-4號