



正確選擇大連模具加工才能達到事半功倍的效果
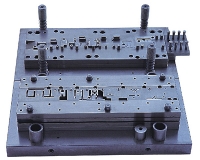
各種模具零件的加工都從外形表面加工開始,并為成形表面和結(jié)構(gòu)表面的后續(xù)加工奠定基礎。在模具加工的毛坯設計和加工中,應使外形表面的加工余量適當,避免材料浪費和減少后續(xù)加工工作量。對于鍛件和鑄件毛坯,在毛坯加工階段應進行必要的退火和時效熱處理,以減小材料內(nèi)應力和為后續(xù)加工做好金相組織準備。模具零件的結(jié)構(gòu)表面,由于它們的作用不同,因此形狀也都各異,但是多數(shù)為簡單的幾何形狀。從加工方法看,采用一般的金屬切削加工方法都能實現(xiàn)。結(jié)構(gòu)表面中除平面、斜面、圓柱面、圓錐面以外,還有不同截面形狀的通槽、半通槽、不同形狀的臺階孔,這些多在工具銑床上進行加工。
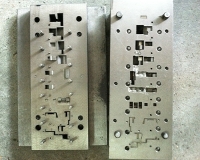
模具加工的精細化使加工設備的復合性、高效性更加引人關注。高速銑削具有的可加工高硬材料、加工平穩(wěn)、切削力小、工件升溫變形小等諸多優(yōu)點使模具企業(yè)對高速加工日益重視。傳統(tǒng)的機械式加工方法不能加工尺寸太小或者微結(jié)構(gòu)尺寸太小的微型模具,尺寸精度和表面粗糙度都達不到微型模具的設計要求。現(xiàn)在發(fā)展起來的光刻技術(shù)雖然能實現(xiàn)尺寸小精度高的要求,但光刻技術(shù)因其制造費用昂貴、加工周期長,工藝流程復雜等缺陷而限制了其廣泛應用。



 公司服務熱線:
公司服務熱線: 公司地址:遼寧省大連市金州區(qū)淮河西路1-4號
公司地址:遼寧省大連市金州區(qū)淮河西路1-4號