



模具加工中總要用到銑、鏜、鉆、鉸和攻螺紋等多種工序。模具行業(yè)普遍采用小切深、大進給的切削方式來實現(xiàn)高效加工,但市場需求要求進一步提高加工效率。針對這種需要,工具開發(fā)了多切削刃刀具,以及在大進給條件下也能承受高切削速度的涂層。
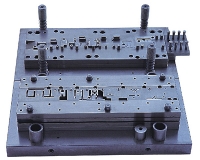
多刃型大進給圓角刀具的設(shè)計理念是在有限的刀具外徑內(nèi),根據(jù)以往的刃數(shù)設(shè)計方法,將切削刃尺寸縮小,但又不會降低刃口強度。大連模具加工就是在工業(yè)生產(chǎn)中,用各種壓力機和裝在壓力機上的專用工具,通過壓力把金屬材料制出所需形狀的零件或制品,這種專用工具統(tǒng)稱為五金模具。
在塑料模具部件較厚位置,如筋肋或突起處形成的收縮要比鄰近位置更嚴重,這是由于較厚區(qū)域的冷卻速度要比周圍區(qū)域慢得多。冷卻速度不同導致連接面處形成凹陷,即為人們所熟悉的收縮痕。這種缺陷嚴重限制了家電精密塑料模具產(chǎn)品的設(shè)計和成型,尤其是大型厚壁制品如電視機的斜面機殼和顯示器外殼等。
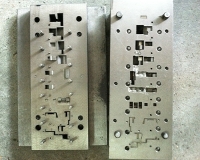
仿形加工 模具生產(chǎn)中有時既沒有圖樣,也沒有數(shù)據(jù),而且要根據(jù)實物進行仿形加工。這就要求仿制精度高,不變形。模具加工行業(yè),在全球的市場上似乎占了很大的份額,如果仔細分析能發(fā)現(xiàn),我國的模具加工技術(shù)偏低,對于中高端市場,缺乏相當?shù)膶嵙透偁幜Γ覈>呒庸さ奶攸c主要。
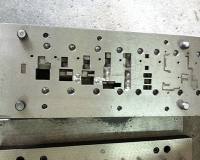
模具加工上盡量采用萬能通用機床、通用刀具、量具和儀器,盡可能地減少專用二類工具的數(shù)量。



 公司服務(wù)熱線:
公司服務(wù)熱線: 公司地址:遼寧省大連市金州區(qū)淮河西路1-4號
公司地址:遼寧省大連市金州區(qū)淮河西路1-4號