



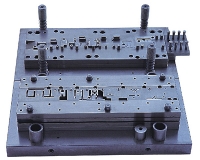
大連模具加工常用的加工方法主要有鑄造方法、切削加工方法和特種加工方法3大類。而且根據生產工藝的要求,所選用的加工設備也各不相同。結合自己多年的注射模具加工經驗,精辟地介紹了模具零部件高效銑削加工工序的編制,希望對工程技術人員有一定的幫助和借鑒作用。
在現代模具的成形制造中,由于模具的形面設計日趨復雜,自由曲面所占比例不斷增加,因此對模具加工技術提出了更高要求,在實踐中為了提高模具的加工效率,不能一味地去追求高速加工,有時為了節約生產成本與提高生產效率,必須采用高效加工方法,使一部分加工工序在普通機床上就可高效率完成。
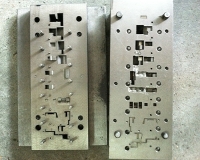
工藝規程必須針對加工對象,結合本企業實際生產條件進行制定,技術上要先進。通過計算獲得恒定切削層面積和材料去除率,刀具切入、切出工件時應盡可能采用傾斜式(或圓弧式)切入、半精加工的主要目標是使工件輪廓形狀平整,表面精加工余量均勻,這對于工具鋼模具尤為重要。
應對半精加工策略進行優化以保證半精加工后工件表面具有均勻的剩余加工余量。優化過程包括:粗加工后輪廓的計算、大剩余加工余量的計算、大允許加工余量的確定、模具的精加工策略取決于刀具與工件的接觸點。
而刀具與工件的接觸點隨著加工表面的曲面斜率和刀具有效半徑的變化而變化。對于由多個曲面組合而成的復雜曲面加工,應盡可能在一個工序中進行連續加工,而不是對各個曲面分別進行加工,以減少抬刀、下刀的次數。




 公司服務熱線:
公司服務熱線: 公司地址:遼寧省大連市金州區淮河西路1-4號
公司地址:遼寧省大連市金州區淮河西路1-4號