



大連沖壓模具是用于板料沖壓成形和分離的模具。成形用的模具有型腔,分離用的模具有刃口。最常用的沖壓模只有一個(gè)工位,完成一道生產(chǎn)工序。這種模具應(yīng)用普遍,結(jié)構(gòu)簡單,制造容易,但生產(chǎn)效率低。為提高生產(chǎn)率,可將多道沖壓工序,如落料、拉深、沖孔、切邊等安排在一個(gè)模具上,使坯料在一個(gè)工位上完成多道沖壓工序,這種模具稱為復(fù)合模。
另有將落料、彎曲、拉深、沖孔和切邊等多工序安排在一個(gè)模具的不同工位上,在沖壓過程中坯料依次通過多工位被連續(xù)沖壓成形,至最后工位成為制件,這種模具稱為級進(jìn)模,又稱連續(xù)模。
沖壓模的特點(diǎn)是:精度高,尺寸準(zhǔn)確,有些沖裁模的凸模與凹模的間隙近于0;沖壓速度快,每分鐘可沖壓數(shù)十次至上千次;模具壽命長,有些硅鋼片沖裁模壽命在幾百萬次以上。
沖壓模的工作過程:
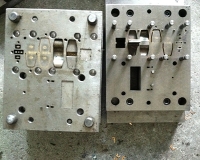
落料沖裁模,其工作原理如下,直接或問接固定在上模上的組成模具的上模, 它通過模柄與沖床滑塊相聯(lián)結(jié)。固定在下模上的零組成了模具的下模,并利用壓板固 定在沖床的工作臺(tái)上。上模與下模通過導(dǎo)、導(dǎo)導(dǎo)向。工作時(shí),條料靠著擋料送進(jìn)定位, 當(dāng)上模隨滑塊下降時(shí),卸料先壓住板料,接著凸沖落凹上面的材料獲得工件。
這時(shí)工 件卡在凸模與頂塊之聞,廢料也緊緊箍在凸模上。在上模回升時(shí),工件由頂塊靠頂板 借彈簧的彈力從凹模洞口中頂出;同時(shí)箍在凸模上的廢料,由卸料板靠彈簧的彈力卸 掉,再取走工件,至此完成整個(gè)落料過程。再將條料送進(jìn)一個(gè)步距,進(jìn)行下一次沖裁 落料過程,如此往復(fù)進(jìn)行。





 公司服務(wù)熱線:
公司服務(wù)熱線: 公司地址:遼寧省大連市金州區(qū)淮河西路1-4號
公司地址:遼寧省大連市金州區(qū)淮河西路1-4號